
P U B L I C I D A D E











P U B L I C I D A D E



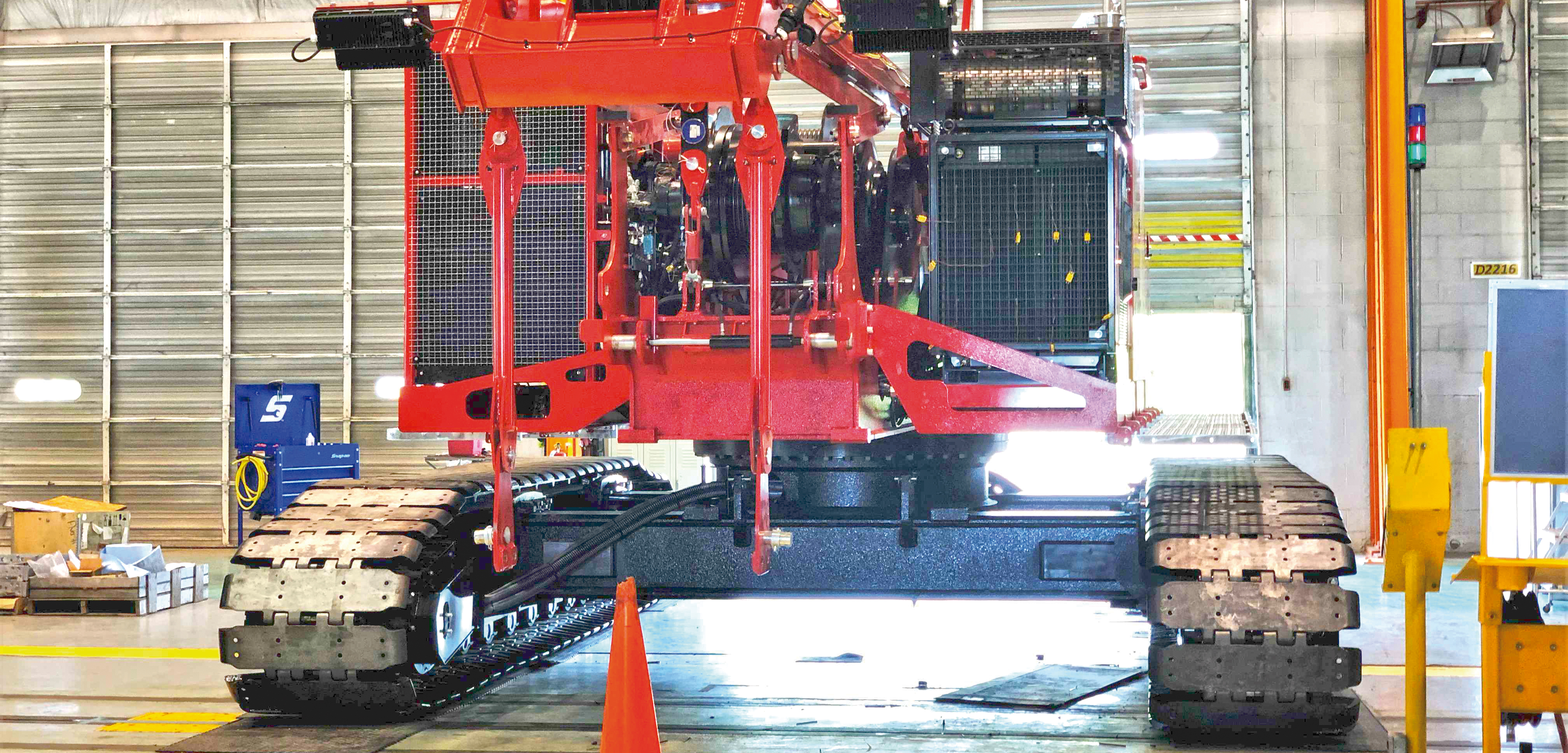
Critérios de fábrica
 Testes específicos para cada tipo de equipamento
Testes específicos para cada tipo de equipamento
Para produtos remanufaturados, a Caterpillar impõe padrões atualizados de engenharia e remanufatura - com restauro total do casco - a fim de assegurar desempenho, confiabilidade e vida útil compatíveis com componentes novos.
Abaixo, os procedimentos básicos que são seguidos no processo de recuperação de alguns componentes básicos da sua linha de equipamentos.
Cilindros hidráulicos e hastes
O processo de reaproveitamento decilindros e hastes deve incluir arecromagem ou substituição da haste, dependendo da extensão do desgaste ou avaria, assim como endurecimento por indução de todas as hastes (para garantir a mesma durabilidade) e retífica de acabamento das mesmas nas suas dimensões, além de revestimento de cromo e repolimento.
Também deve ser feita uma soldagem por in&
Testes específicos para cada tipo de equipamento
Para produtos remanufaturados, a Caterpillar impõe padrões atualizados de engenharia e remanufatura - com restauro total do casco - a fim de assegurar desempenho, confiabilidade e vida útil compatíveis com componentes novos.
Abaixo, os procedimentos básicos que são seguidos no processo de recuperação de alguns componentes básicos da sua linha de equipamentos.
Cilindros hidráulicos e hastes
O processo de reaproveitamento decilindros e hastes deve incluir arecromagem ou substituição da haste, dependendo da extensão do desgaste ou avaria, assim como endurecimento por indução de todas as hastes (para garantir a mesma durabilidade) e retífica de acabamento das mesmas nas suas dimensões, além de revestimento de cromo e repolimento.
Também deve ser feita uma soldagem por inércia da maioria dos olhais e, em alguns casos, o esmerilhamento ou retubulação, assim como chanfragem e brunimento de todos os cilindros, para obter-se a máxima vida útil do retentor.
desgaste - e substituídos por novos se estiverem no período de garantia.
Na fábrica, além do polimento de mancais e placas de válvula, faces internas de blocos, placas oscilantes e de encosto, também é feita uma inspeção nas bombas de carga, luvas e pistões e um teste nos controles eletrônicos de deslocamento e nas válvulas-piloto de controle de pressão.
fricção, pistas e mancais.
Ao remanufaturar cubos decomandos finais, a Caterpillar remove a estria, solda material novo e a usina novamente. Os cascos são submetidos a teste de líquido penetrante (para verificar a existência de trincas) e todas as superfícies desgastadas são reconstruídas usando-se revestimento por solda de arco submerso ou revestimento a laser. Finalmente, as superfícies são usinadas até as dimensões finais de peças novas e testadas com um indicador de contato.
Na remanufatura de placas da transmissão, o primeiro procedimento é a verificação da planicidade das mesmas, depois do que é feita uma retífica em ambos os lados - com o cuidado de não se remover mais material do que o permitido nas especificações de uma peça nova.
Os blocos remanufaturados têm instalados pistões e camisas de cilindro de tamanho 100% padrão e podem ser fornecidos completos ou na forma de um kit básico (short block), incluindo somente virabrequim com mancais, pistões e bielas, bloco de cilindros, placa espaçadora e camisas de cilindro. Para que haja o reembolso total do casco, os blocos não devem estar visivelmente trincados, quebrados ou soldados. Eles também devem estar totalmente montados e apresentarem somente danos decorrentes da operação normal.



P U B L I C I D A D E


P U B L I C I D A D E
P U B L I C I D A D E

Mais matérias sobre esse tema






Av. Francisco Matarazzo, 404 Cj. 701/703 Água Branca - CEP 05001-000 São Paulo/SP
Telefone (11) 3662-4159
© Sobratema. A reprodução do conteúdo total ou parcial é autorizada, desde que citada a fonte. Política de privacidade